
新闻中心NEWS

021-660 32575
真空箱测试:防止罐底焊接泄漏的第一道防线!
真空箱测试:防止罐底焊接泄漏的第一道防线!
当涉及到储罐底部的焊接完整性时,尤其是在安装底板之后,泄漏检测变得至关重要。真空箱测试是最有效、无压力的无损检测技术之一,该方法因其在检测精细焊接泄漏方面的可靠性而在 API 650 中得到广泛认可和引用。
💥 但为什么它如此重要呢?
在任何液体进入储罐之前,纵向或偶尔焊缝处的小泄漏可能会危及存储系统的整个结构和安全性。这就是真空箱测试的用武之地——在代价高昂的故障发生之前防止它们发生。
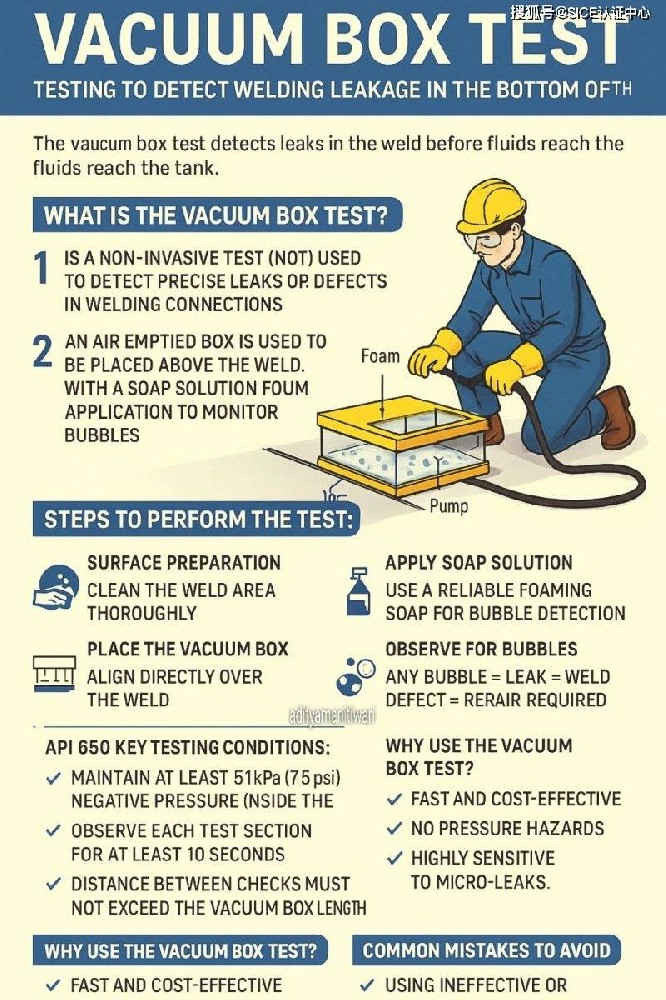
🔍 什么是真空箱测试?
它是一种无损、无创的检测方法,用于检测焊缝沿线的小泄漏或缺陷。该过程包括在焊缝上涂抹肥皂溶液并在其上放置真空盒。盒子内产生负压,溶液中任何气泡的形成都清楚地表明存在泄漏。
📌 执行测试的步骤:
1. 表面处理
彻底清洁焊接区域。
去除油、油脂、水分和碎屑。
2. 涂抹肥皂溶液
使用可靠的泡沫肥皂进行气泡检测。
3. 放置真空盒
直接对齐焊缝。
确保完全接触和密封性。
4. 产生负压
使用真空泵(手动或电动)拉出空气。
5. 观察气泡
任何气泡 = 泄漏 = 焊接缺陷 = 需要维修。
📘 API 650 关键测试条件:
✔️ 在箱内保持至少 51 kPa (7.5 psi) 的负压。
✔️ 观察每个测试部分至少 10 秒钟。
✔️ 检查之间的距离不得超过真空盒长度。
✅ 为什么要使用真空箱测试?
1. 快速且具有成本效益
2.无压力隐患
3. 对微泄漏高度敏感
4. 节省时间并防止未来灾难
❌ 要避免的常见错误:
🔻 使用无效或旧的肥皂溶液
🔻 在不干净或潮湿的表面上进行测试
🔻 未能确保箱子密封性
🔻 忽略小气泡——它们会导致以后的大量泄漏
🚀 最后一句话:
无论您是 QA/QC 工程师、储罐制造商还是现场检查员,掌握真空箱测试都是确保储罐安全和合规性的一项基本技能。遵循 API 650 标准可确保您的检测可靠有效。
让SICE致力于在泄漏成为故障之前检测它们!