
新闻中心NEWS

021-660 32575
焊接耗材选择
🔍焊接耗材选择 – 工程师和质量专业人员的智能指南:选择正确的焊接耗材不仅是一项技术要求,还是一项战略决策。错误的填充金属会导致腐蚀、开裂或过早失效。
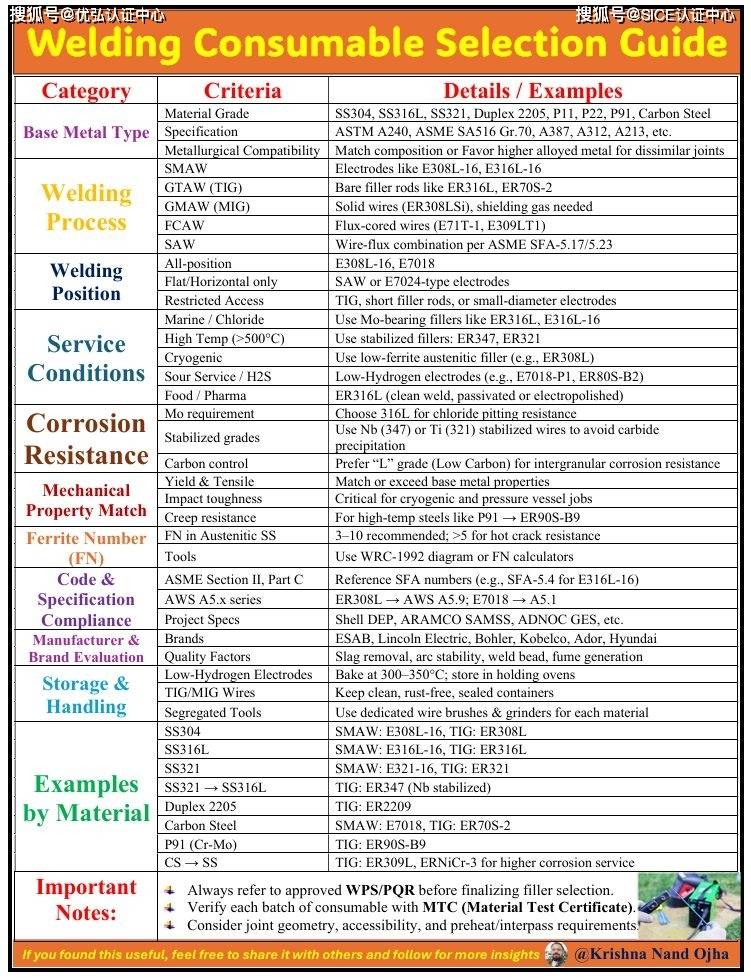
🧱 1.了解基材
第一步是了解要焊接的内容。例如:
🔹SS304 或 SS316L 等奥氏体不锈钢通常需要 E308L 或 E316L 等易损件。
🔹稳定不锈钢(如 SS321 或 SS347)需要与钛或铌稳定相匹配的填料。
🔹双相钢(如 2205)需要匹配的双相填料 (ER2209) 来保持其双相微观结构。
🔹对于碳钢或低合金钢,选择取决于强度、冲击和氢敏感性 - 使用 E7018 或 ER70S-2 等选项。
🔹对于 P91 等铬钼或抗蠕变材料,请使用 ER90S-B9 等高级填料,并严格控制预热和焊后热处理。
🔍 阿拉伯数字。匹配焊接工艺
您的填料选择会根据工艺而变化:
🔹焊条 (SMAW):E308L-16 或 E316L-16 等电极是现场工作或全位置焊接的首选。
🔹TIG 焊接 (GTAW):使用 ER308L 或 ER316L 焊丝进行干净、无飞溅的焊接。非常适合薄壁管道和打底管道。
🔹MIG 焊接 (GMAW):ER308LSi 和类似焊丝可在车间环境中实现高生产率
🔹药芯焊丝电弧焊 (FCAW):首选速度至关重要的结构制造。将 E309LT1 等金属丝用于不同的金属接头
🔹埋弧焊 (SAW):高沉积应用需要基于 AWS 和 ASME 规范的匹配焊丝-助焊剂组合
🌡️ 3.考虑使用条件
🔹高温 (>500°C)?使用 ER321 或 ER347 等稳定填料以避免碳化物沉淀
🔹海洋环境还是富含氯化物的环境?ER316L 等含钼线具有更强的耐腐蚀性
🔹低温服务?确保奥氏体焊缝中有足够的韧性和较低的铁素体含量
🔹酸性服务(硫化氢暴露)?像 E7018-P1 这样的低氢电极是必不可少的,并且焊后热处理通常是强制性的
🧪 4.防止腐蚀和开裂
🔹对于低碳含量,请使用“L”级易损件(例如 ER308L、ER316L),以防止碳化物沉淀
🔹控制铁素体编号以降低热裂风险,同时保持耐腐蚀性
📜 5.与规范、规范和 WPS 保持一致
🔹参考 ASME 第 II 部分 C 和 AWS A5.x 分类和验收标准
🔹确保填料符合客户特定的规格
🔹通过批准的WPS和相应的PQR验证您的填充物选择