
新闻中心NEWS

021-660 32575
ASME 第 IX 部分 2021 – WPS 和 PQR 要求
ASME 第 IX 部分 2021 – WPS 和 PQR 要求 🔥
ASME Sec IX 概述了准备和鉴定焊接工艺规范 (WPS) 及其支持工艺鉴定记录 (PQR) 的变量和要求。
🔧 涵盖的常见焊接工艺
·SMAW – 屏蔽金属电弧焊
·GTAW – 钨极气体保护焊
· GMAW / FCAW – 气焊/药芯焊弧焊
·SAW – 埋弧焊
·OFW – 氧燃料焊接
·ESW – 电渣焊
·PAW – 等离子弧焊
🔍 变量类别:
-E (Essential) – 更改需要重新认证 WPS。
-S (Supplementary Essential) – 适用于需要韧性测试的情况。
-N(非必要)– 必须在 WPS 上列出,但更改不需要重新认证。
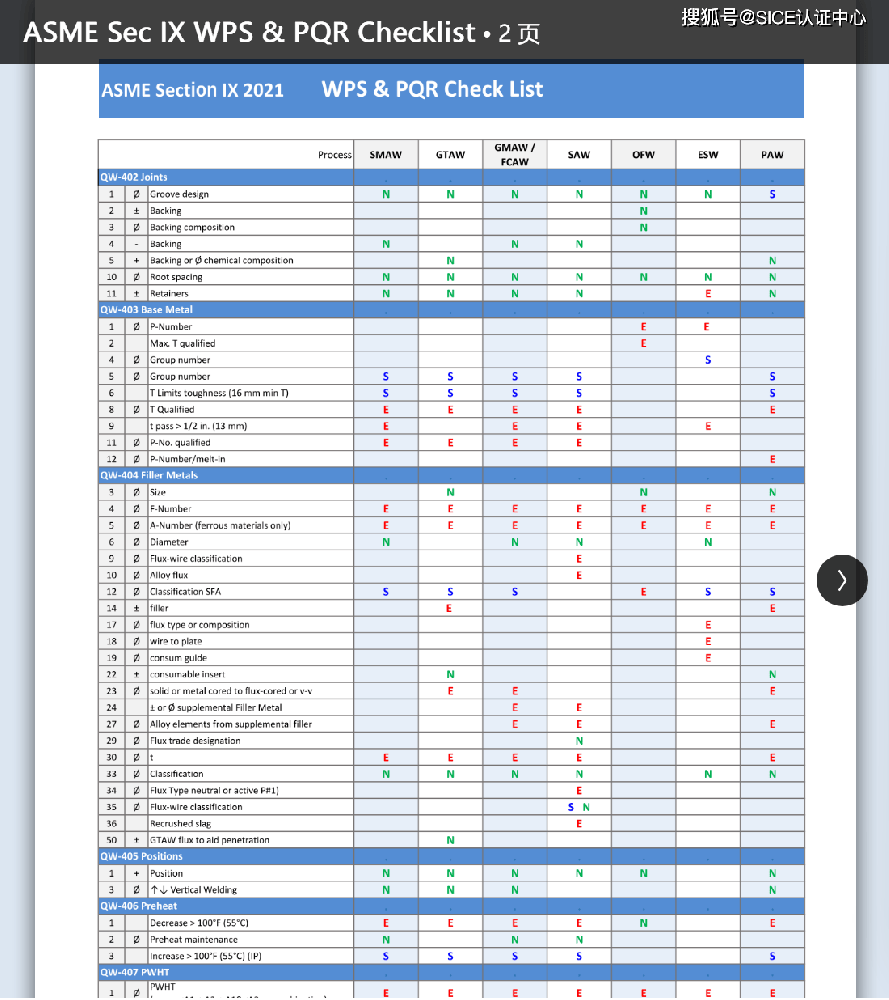
🔧 核对清单中的关键变量组:
-接头 (QW-402)
凹槽设计、背衬类型、背衬成分、根间距、保持器。
-贱金属 (QW-403)
P 编号、组编号、厚度合格、韧性测试要求。
-填充金属 (QW-404)
F 值、A 值、填料分类、助焊剂类型、耗材详细信息。
-位置 (QW-405)
焊接位置和进展。
-预热和Interpass (QW-406)
温度范围、维护、允许的变化。
-焊后热处理 (QW-407)
PWHT 要求和温度范围。
-燃气 (QW-408)
屏蔽、拖曳、前级气体成分和流速。
-电气特性 (QW-409)
电流类型、极性、安培数、电压、热量输入。
-技术 (QW-410)
细线/编织、清洁方法、背刨、振荡、电极间距。
⚠️ WPS & PQR准备的常见挑战:
✅ 确保正确识别和记录所有基本和补充基本变量。
✅ 在处理预热、层间和 PWHT 范围时准确管理温度转换 (°C ↔ °F)。
✅ 保持 WPS 和 PQR 数据条目之间的一致性。
✅ 正确应用每个焊接工艺的可变分类。
✅ 未将未使用的变量标记为 'NA' — 而是正确地表示 “None” 或 “Not used”。
✅ 一致地记录热输入、填料分类和接头细节。
✅ 解决特定于工艺的限制和组合,例如从手动焊接到机器焊接或从交流极性更改为直流极性。
✅ 关键要点:
-ASME IX 要求在 WPS 和 PQR 中明确记录基本、非基本和补充基本变量。
-WPS 涵盖所有适用的变量;PQR 通过实际焊缝测试确认基本(必要时为补充)变量。
- 韧性要求会调用补充基本变量。
一致性、准确性和完整的文档对于保持代码合规性至关重要。
- 需要密切关注特定于工艺的挑战,如磁通剂类型、保护气体、热输入控制和电气特性。