
新闻中心NEWS

021-660 32575
磁性粒子测试(MT)—— 检验员
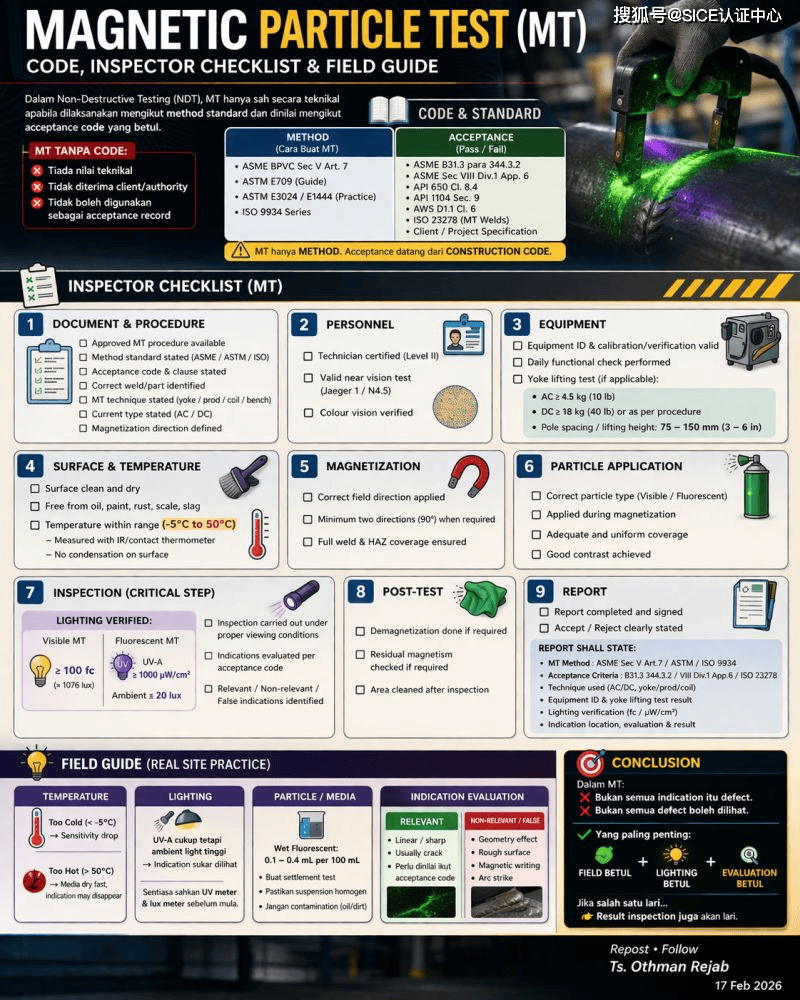
1️^ 文件与程序
☐ 已批准的MT手术可用
☐ MT方法/标准声明:
美国机械工程师学会第五条第7条
ASTM E3024/E3024M
ASTM E709(指南)
ISO 9934系列
ISO 17638(焊接技术适用,如适用)
☐ 录用标准来源指出:
ASME B31.3 para 344.3.2
美国机械工程师学会第八章第一分部 强制附录6
ISO 23278
API / AWS / 客户端规范
☐ 部件/焊缝识别可追溯
☐ 磁化方法如下:
☐ 操纵 / 生产
☐ 适用于组件几何形状
☐ 场方向已理解
☐ 当前类型:交流/直流
2️^ 人员名单
☐ 技术员认证(二级或同等资格)
☐ 项目/客户认可的有效认证:
SNT-TC-1A / ANSI-ASNT CP-189
ISO 9712 / ASNT 9712 / PCN
ASNT NDT 二级
CSWIP 无损检测二级(MT)或同等资格
3️设备与验证
☐ 校准有效
☐ 每日功能检查
☐ 操纵杆抬升测试
☐ 空调≥ 4.5公斤(10磅)
☐ 直≥18公斤(40磅)或按程序重
☐ 杆距:75 – 150 毫米
🔧 现场验证(现场关键)
☐ 磁通指示器(嘉实多条/缅甸嘉实多条)
☐ 指示清晰可见
☐ 场方向已验证(最小2个方向 / ~90°)
☐ 放置在实际测试区域(焊接/危险区)的条子
☐ 检查前确认的相对现场效能
4️^ 表面与温度
☐ 表面清洁干燥
☐ 无油、无油漆、无锈、无垢、无渣
☐ 温度在允许范围内:
☐ 在程序/消耗品规格内
☐ 典型范围:−5°C至50°C
5️^ 磁化
☐ 正确采用了技术
☐ 场地方向正确:
垂直于预期缺陷
☐ 至少有两个方向(~90°)
☐ 全焊接+危险区覆盖
6️^ 粒子 / 媒体
☐ 正确的粒子类型(可见光/荧光)
☐ 磁化过程中的应用
☐ 对比度达到
☐ 湿法(如适用):
☐ 手术范围内的浓度
☐ 没有污染
7️^ 检查与评估
☐ 磁化过程中的检查
☐ 光影验证:
☐ 可见≥100 fc(≈1076 lux)
☐ 荧光灯:
UV-A≥1000 μW/cm²
环境光≤20勒克斯
☐ 分类适应症
☐ 按验收代码评估
8️^ 去磁
☐ 规范要求
☐ 所用方法:
☐ AC操纵杆(渐进式退缩)
☐ 正确应用技巧:
☐ 渐进式后退(300–600毫米)
☐ 远离分量关闭
☐ 检测残余磁性(如有需要)
9️^ 测试后
☐ 区域清洁
☐ 无颗粒残留
🔟 报道
☐ MT报告已完成并签署
☐ 接受/拒绝声明
报告状态:
☐ MT方法
☐ 接受标准
☐ 技巧(交流/直流,叉/撑)
☐ 场方向
☐ 设备识别与升力测试
☐ 照明验证
☐ 消磁(如适用)
☐ 指示位置与结果