
新闻中心NEWS

021-660 32575
焊接预热要求——确保焊头坚固无瑕疵
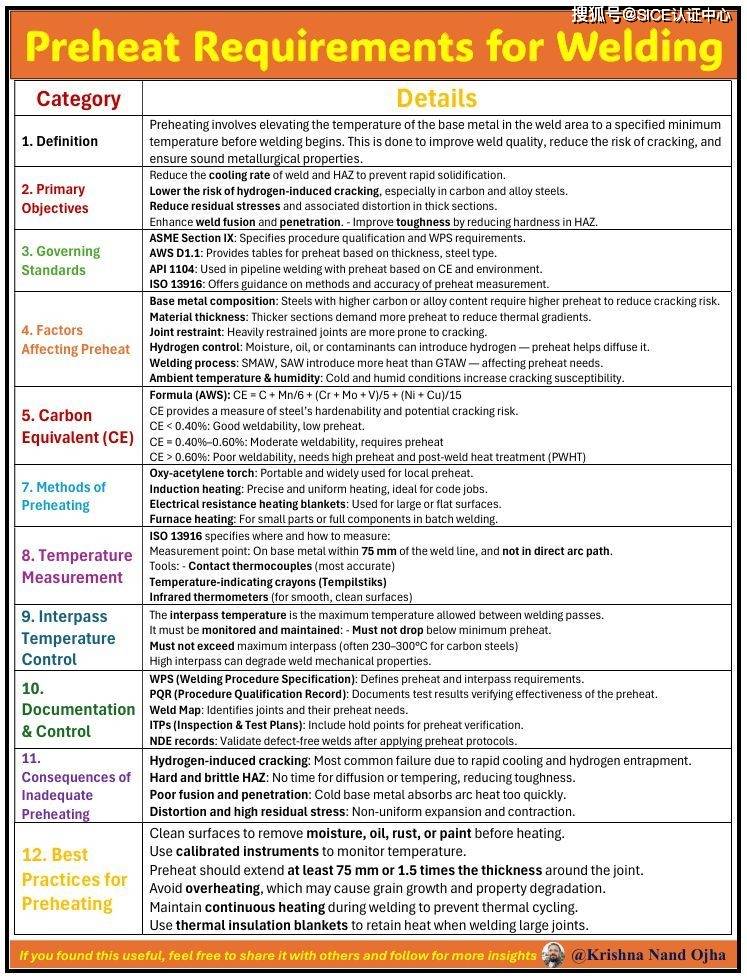
预热是焊接中的关键步骤,尤其是碳钢和合金钢,以确保焊接结构的完整性、耐久性和安全。跳过或错误施加预热可能导致裂纹、变形和机械性能受损。
预热的重要性
🔹减少氢气引起的裂纹(冷裂纹)
焊接中滞留的氢气在冷却后可能导致裂纹。预热减缓冷却速度,使氢气能够安全地扩散。
🔹控制冷却速率
突然冷却会产生高残余应力。预热调节温度梯度,减少应力并最小化变形。
🔹提升焊缝穿透性和熔合性
保持较高的基材温度促进填充物与基材之间的更好地融合,从而使接合更坚固。
🔹减少焊接缺陷
通过控制预热温度和保持均匀加热,可以最大限度地减少孔隙率、熔化不足和缺损等缺陷。
影响预热温度的因素
🔹材料类型——碳钢、低合金钢、不锈钢和铸铁的预热需求各不相同。
🔹材料厚度——较厚的切片通常需要更高的预热。
🔹碳当量(CE)——CE越高,越容易发生裂纹,需要更高的预热。
🔹焊接工艺与热量投入——热量较高的工艺可能需要较低的预热;低热输入工艺可能需要更高的预热。
🔹环境条件——寒冷或多风的天气可能需要增加预热。
一般指南
🔹低碳钢通常需要50–100°C(120–210°F)。
🔹中碳钢可能需要100–200°C(210–390°F)。
🔹高碳钢或合金钢通常需要150–300°C(300–570°F)。
🔹铸铁锅通常需要200–400°C(390–750°F)。
务必核实项目规范、ASME、AWS、ISO标准或制造商指南。
最佳实践
🔹 使用热电偶、红外温度计或温度蜡笔来监测基础金属温度。
🔹 均匀预热以避免产生热梯度,避免变形。
🔹 保持互通温度,防止焊缝间隙再次冷却。
🔹 避免过热,因为过热可能降低材料强度或导致氧化。
💡 主要要点:
预热不仅仅是程序要求;这是一种主动的质量衡量标准。正确应用时,它能确保焊接完整性,减少缺陷,并延长焊接部件的使用寿命